Fertigungstechnik
- Erstellung von Literatur- und Patentrecherchen auf den Gebieten der Werkzeug- und Zerspantechnik
- Beratung zur Auswahl von Schneidstoffen, Werkzeugen und Zerspanparametern
- Vorausberechnung von geeigneten Werkzeugkonfigurationen und technologischen Parametern unter Anwendung moderner Simulationswerkzeuge
- Durchführung von Untersuchungen zur Zerspanbarkeit von Werkstoffen und Ableitung von Handlungsempfehlungen
- Erarbeitung und optimale Gestaltung von Fertigungstechnologien für die Verfahren Drehen, Fräsen und Bohren
- Unterstützung bei der Einführung neuer Fertigungstechnologien in der Industrie
- Partnerschaft bei der Realisierung von Forschungsprojekten zu Themen der Werkzeug- und Zerspantechnik sowie moderner Fertigungstechnologien einschließlich Mikrozerspanung
- Verfügbarkeit gerätetechnischer Voraussetzungen zur Erfassung werkzeug- und werkstückseitiger sowie prozessbegleitender Kenngrößen beim Drehen, Fräsen und Bohren:
werkzeugseitig: Verschleißzustand nach definierten Schnitt- bzw. Vorschubwegen
werkstückseitig: Maß, Form, Rauheit, Oberflächenbeschaffenheit
prozessbegleitend: Komponenten der Zerspankraft, Schwingungen
Aktuelle Forschungsprojekte
- Forschungsbereich: Fertigungstechnologien
- Projektleiterin: Prof. Dr.-Ing. Marlies Patz
- Kurztitel: SamurAi
- Laufzeit: 01. Januar 2019 - 31. Dezember 2020
- Fördermittelgeber: Bundesministerium für Wirtschaft und Energie (BMWi)
- Fördersumme: 186.279 €
- Förderkennzeichen: ZF417003
- Link zum Factsheet: SamurAi
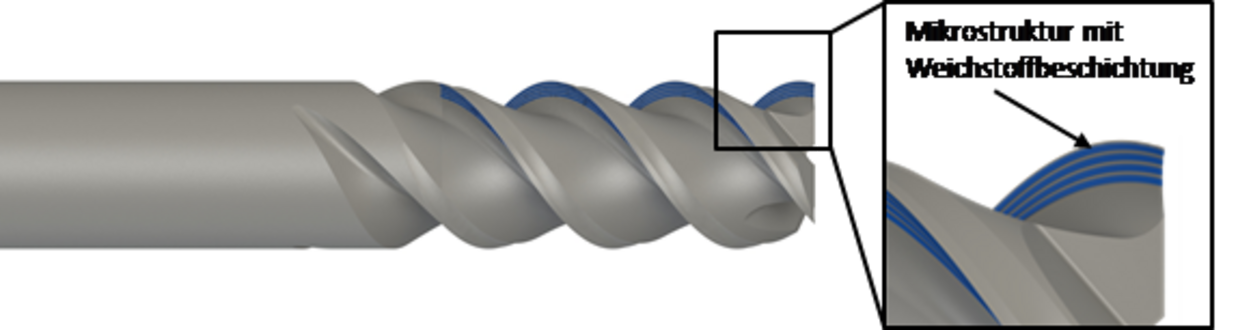
Der Gegenstand des Vorhabens besteht in der Entwicklung eines mikrostrukturierten Fräswerkzeuges mit neuartiger reibungsmindernder Weichstoffbeschichtung für die Bearbeitung von Aluminium. Auf der Grundlage einer umfangreichen Simulationsstudie ist zunächst eine, für den Einsatzfall optimale, Mikrostrukturgeometrie auszuwählen. Bei den Mikrostrukturen handelt es sich um grabenförmige Vertiefungen, welche in die Spanflächen eingebracht sind und parallel zu den Schneiden verlaufen. Diese Vertiefungen werden mit einer Weichstoffbeschichtung befüllt und dienen als Reservoirs für den Festschmierstoff. Während der Bearbeitung verteilt sich, bedingt durch den darüber hinweg fließenden Span, der Weichstoff auf den Spanflächen des Werkzeuges. Durch die günstigen Reibungseigenschaften des Weichstoffes werden die Verschleißerscheinungen reduziert und das Standvolumen der Werkzeuge wird angehoben. Derzeit existiert weder die Strukturierungs- noch die Beschichtungstechnologie, um solche Werkzeuge herstellen zu können. Daher sollen beide Technologien entwickelt und Prototypen zur Erprobung hergestellt werden.
Abgeschlossene Forschungsprojekte

a) Wendeschneidplatte im Eingriff; b) Erzeugung des Schmierfilms während des Spanablaufs
- Forschungsbereich: Fertigungstechnologien
- Projektleiterin: Prof. Dr.-Ing. Marlies Patz
- Kurztitel: MiWaKü
- Laufzeit: 01. Oktober 2016 – 31. März 2019
- Fördermittelgeber: Bundesministerium für Wirtschaft und Energie (BMWi)
- Förderersumme: 153.069 €
- Förderkennzeichen: ZF4171002
Im Hinblick auf eine wirtschaftliche und ressourcenschonende Bearbeitung von Hochleistungswerkstoffen konzentrieren sich aktuelle Werkzeugentwicklungen meist auf die Steigerung der Prozesssicherheit bei simultaner Erhöhung der Zerspanleistung und der Reduzierung notwendiger Kühlmedien. Im Ergebnis werden vorzugsweise kostenintensive Sonderwerkzeuge in einem genau definierten Prozessfenster eingesetzt. Entgegen dieses Trends wurde ein progressives Werkzeugsystem entwickelt, gebaut und evaluiert, welches den steigenden Anforderungen durch die Applikation von Mikrostrukturen in Verbindung mit der Hochdruckkühlung gerecht werden soll. Der Einsatz von Lasertechnologien, wie der Ultrakurzpuls (UKP)-Bearbeitung, ermöglicht das Herstellen der benötigten Strukturen und Bohrungen. Im Rahmen dieses Forschungsvorhabens wurden die Potenziale der UKP-Bearbeitung zunächst an Wendeschneidplatten für die Drehbearbeitung evaluiert. Konkret erfolgten in einem ersten Schritt die Erzeugung V-förmiger Mikrostrukturen in die Spanfläche und in einem zweiten Schritt das Einbringen der Mikrobohrungen mittels einer Trepanieroptik im Wendelbohrverfahren über die Rückseite der Schneidplatten. Durch die Mikrobohrungen wird der Kühlschmierstoff (KSS) mit hohem Druck in den Kontaktbereich zwischen Span und Spanfläche injiziert. Infolge der gleichmäßigen Benetzung des Kontaktbereiches, aufgrund der kleineren Kontaktlänge zwischen Span und Spanfläche sowie durch das Vorhandensein der Mikrostrukturen (größere Fläche zur Wärmeableitung) liegt im Schneidkeil ein reduzierter Wärmeeintrag vor. Die notwendigen Geometrie- und Lagedefinitionen für die V-förmigen Mikrostrukturen in der Spanfläche sowie für die Mikrobohrungen erfolgten auf Basis von numerischen Zerspan- und Fluidsimulationen. Abbildung 1 zeigt die Prinzipdarstellung eines solchen Werkzeuges.
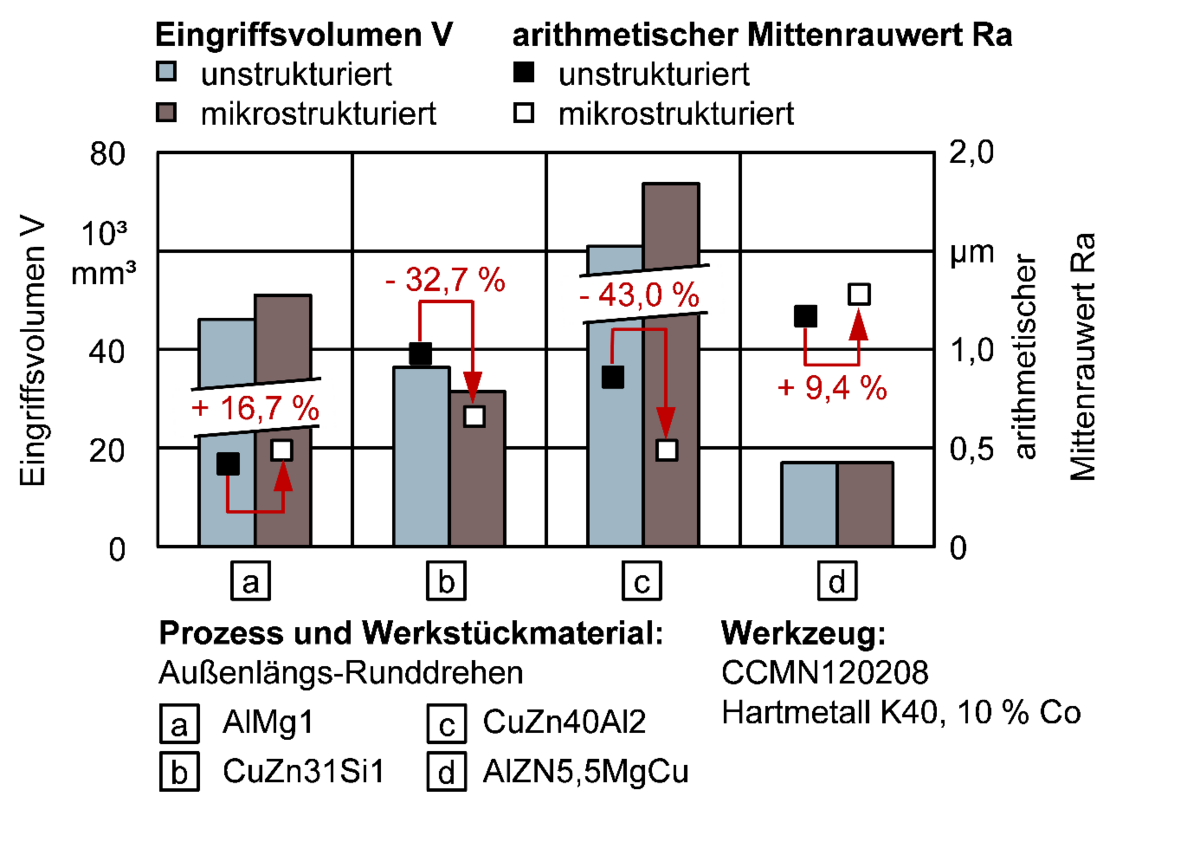
Zur Validierung des Werkzeugsystems im industriellen Umfeld erfolgte die Bearbeitung von vier verschiedenen Nichteisen (NE)-Metallen. Hierbei wurde unter Verwendung einer Hochdruckpumpe ein Volumenstrom V von 0,1 l/h bis 1,0 l/h und ein Druck p von maximal 850 bar realisiert. Die Ergebnisse (Abbildung 2) zeigen, dass sich die Oberflächenqualität der Bauteile im Vergleich zur Überflutungskühlschmierung verbessern lässt. Darüber hinaus ergeben sich Vorteile in der Prozessführung aufgrund der veränderten Spanform.
- Forschungsbereich: Fertigungstechnologien
- Projektleiterin: Prof. Dr.-Ing. Marlies Patz
- Kurztitel: WeZo
- Laufzeit: 01. Juli 2014 – 29. Februar 2016
- Fördermittelgeber: Bundesministerium für Wirtschaft und Energie (BMWi)
- Fördersumme: 175.000 €
- Förderkennzeichen: KF2156316
Die Reparatur von Ur- und Umformwerkzeugen erfolgt in zunehmendem Maße durch Laserpulverauftragschweißen. Hierbei wird auf die verschlissenen Bereiche eine Werkstoffschicht aufgebracht, die durch eine hohe Härte charakterisiert ist.
Um die ursprüngliche Form des Werkzeuges sowie die notwendige Oberflächenqualität wiederherzustellen, müssen die mit den Schichten versehenen Flächen nachbearbeitet werden. Hierfür bietet sich das Fertigungsverfahren Fräsen an. Bezüglich der Verfügbarkeit leistungsfähiger Werkzeuge und Technologien zur Realisierung derartiger Bearbeitungsaufgaben besteht jedoch ein Defizit. Dieses galt es im Rahmen des Forschungsvorhabens zu reduzieren.
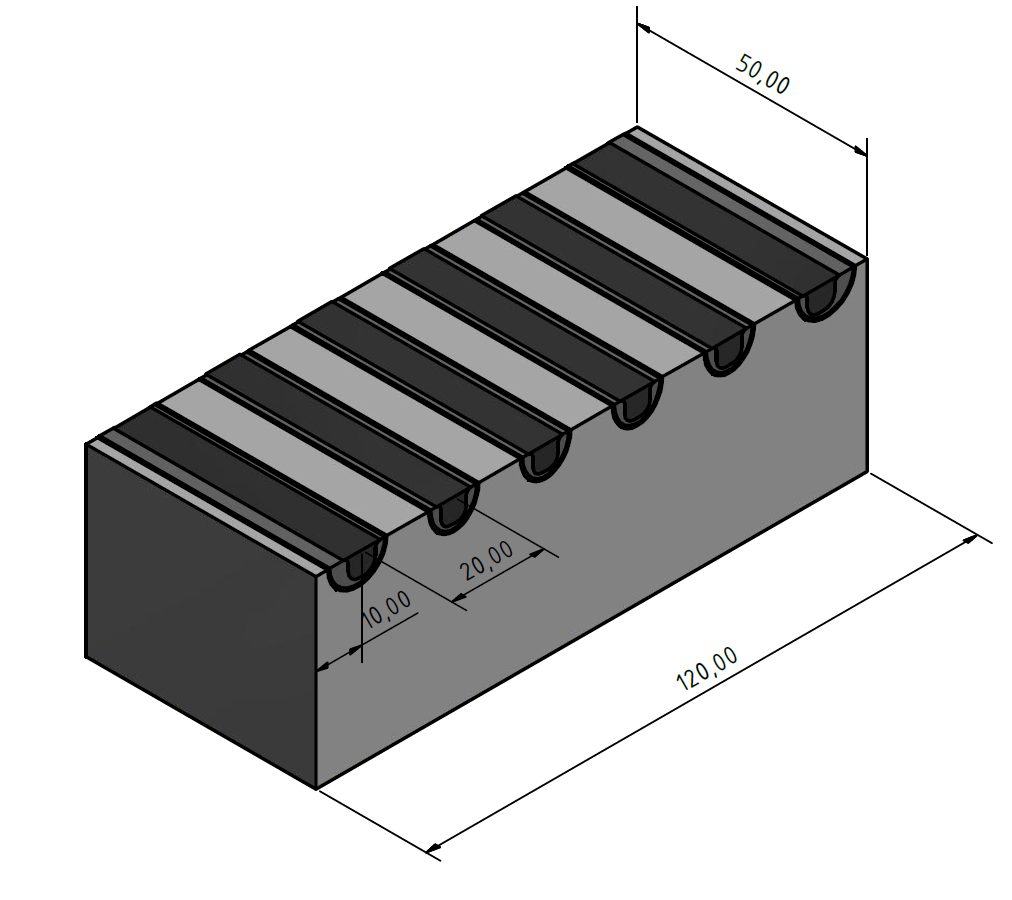
Zur Durchführung der Zerspanversuche wurden Werkstücke mit prismatischer Grundform verwendet, in die mehrere Nuten mit einem rechteckigen Querschnitt eingefräst waren. Diese Teile bestanden aus einem vergüteten Grundwerkstoff (46 … 48 HRC). In die Nuten wurde mittels Laserpulverauftragschweißen eine hochharte martensitische Werkstoffschicht (62 … 66 HRC) eingebracht (Abb. 1).
Ausgehend von mit handelsüblichen Schaftfräswerkzeugen (D = 8 mm) erhaltenen Ergebnissen erfolgten Untersuchungen zur beanspruchungsgerechten Gestaltung eines Werkzeuges und der zugehörigen Technologie für die Zerspanung solcher Gradientenwerkstoffe. Dabei fanden der Schneidstoff, die Werkzeuggeometrie und die Beschichtung gleichermaßen Berücksichtigung.
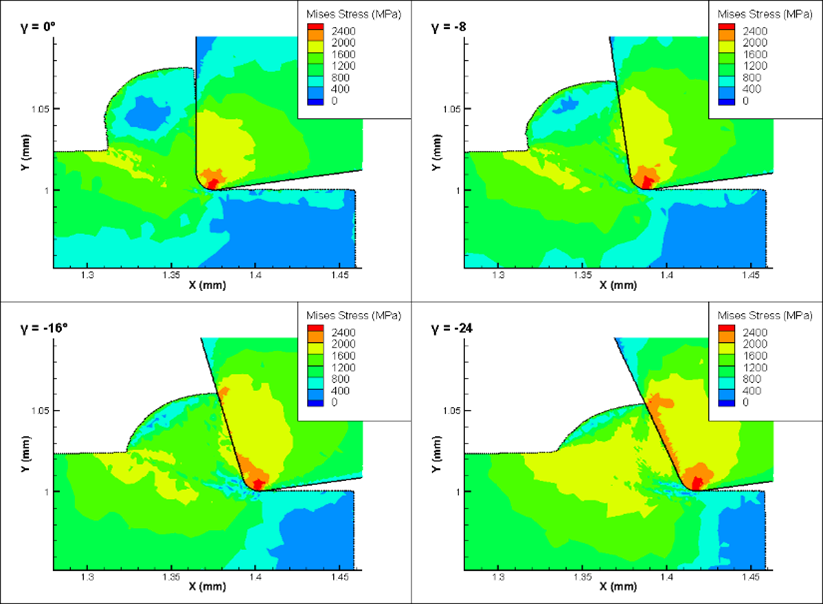
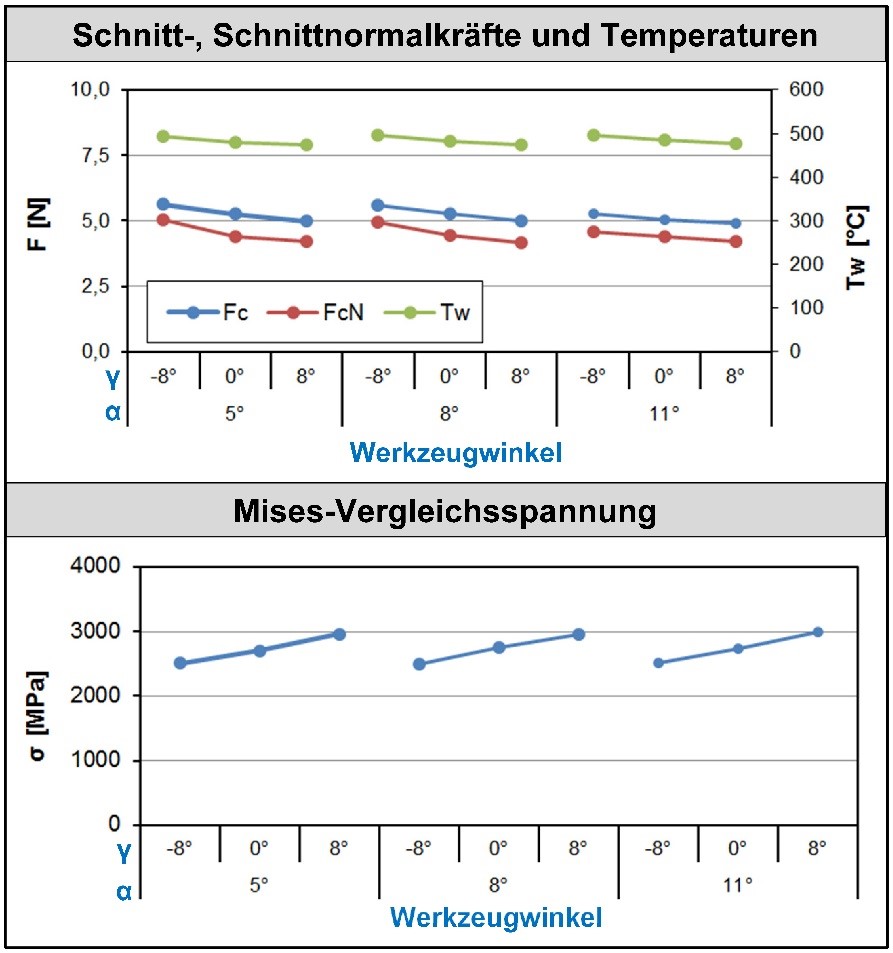
Da der experimentelle Aufwand zur Ermittlung geeigneter geometrischer Kenngrößen des Werkzeuges sehr groß ist, wurden Vorausberechnungen auf der Basis der Finite-Elemente-Methode (FEM) realisiert. Hieraus ging unter anderem hervor, dass ein negativer Spanwinkel in Verbindung mit einem kleinen Schneidkantenradius das beste Einsatzverhalten erwarten lässt. Abbildung 2 zeigt den Einfluss des Spanwinkels auf die an der Schneide zu erwartenden mechanischen Spannungen.
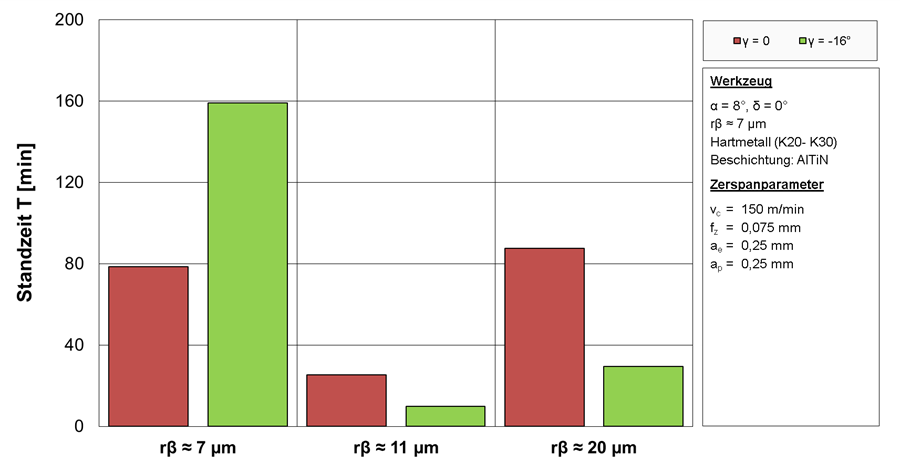
In den praktischen Versuchen konnten die Ergebnisse der Simulation prinzipiell bestätigt werden. Abbildung 3 zeigt stellvertretend den experimentell ermittelten Einfluss des Spanwinkels und des Schneidkantenradius auf die Standzeit der Werkzeuge.
Bezüglich der Fertigungstechnologie erfolgten Untersuchungen zur Variation der Zerspanparameter und der Bearbeitungsstrategie.
Zusammenfassend kann ausgesagt werden, dass mit den vorliegenden Werkzeugprototypen auch unter Variation technologischer Kenngrößen hinsichtlich der Standzeit keine wesentlichen Verbesserungen gegenüber den am Markt verfügbaren Werkzeugen erzielt werden konnten. Jedoch ließ sich unter Anwendung dieser Werkzeuge ein besseres Verhältnis der in den verschiedenen Härtebereichen vorliegenden Rauheiten erzielen. Neben einer ausreichenden Standzeit und Prozesssicherheit kommt diesem Aspekt in der Praxis eine große Bedeutung zu, da sich die Funktionsfläche im Regelfall über die verschiedenen Härtebereiche erstreckt.
- Forschungsbereich: Fertigungstechnologien
- Projektleiterin: Prof. Dr.-Ing. Marlies Patz
- Kurztitel: PROWIMER
- Laufzeit: 01. Oktober 2011 – 31. Mai 2015
- Fördermittelgeber: Bundesministerium für Bildung und Forschung (BMBF)
- Fördersumme: 285.173 €
- Förderkennzeichen: 17N2511
Der Trend zu immer kürzeren Produktzykluszeiten, verbunden mit höchsten Qualitätsanforderungen an die Bauteile bei kostenoptimaler Fertigung, verlangt neben der Anwendung leistungsfähiger Maschinen dem neuesten Stand der Technik angepasste Werkzeug- und Technologiekonzepte. Im Mittelpunkt der durchgeführten Untersuchungen stand die Entwicklung optimal gestalteter Zerspanungswerkzeuge insbesondere für den Anwendungsbereich des Werkzeug- und Formenbaus. Hierbei lag der Schwerpunkt auf torischen Vollhartmetall (VHM)-Schaftfräswerkzeugen, die für das Schlichtfräsen eingesetzt werden.
Die Arbeiten zur optimalen Gestaltung von Werkzeugen und Technologien auf rein experimentellem Wege sind jedoch sehr zeitaufwändig und kostenintensiv. Aus diesem Grunde wurde unterstützend eine moderne Simulationssoftware zur Vorausberechnung geeigneter Werkzeugkonfigurationen und technologischer Parameter auf der Basis der Finite-Elemente-Methode (FEM) eingesetzt.
Aufbauend auf den Ergebnissen der Simulation und einer umfangreichen Analyse des Ist-Zustandes erfolgten im Rahmen eines iterativen Prozesses Untersuchungen zur optimalen Gestaltung von Werkzeug und Technologie durch schrittweise Variation einzelner Parameter. Dabei wurden die zu verwendenden Werkzeuge und Werkstoffe vor ihrem Einsatz hinsichtlich der fertigungs- und stofftechnisch relevanten Eigenschaften charakterisiert. Die Beurteilung des jeweils erzielten Fertigungsergebnisses erfolgte durch die Erfassung und Analyse werkzeug- und werkstückseitiger sowie prozessbegleitender Kenngrößen. Konkret sind diesbezüglich die am Werkzeug auftretenden Verschleißerscheinungen, die Rauheit auf den Werkstückflächen, die Komponenten der Zerspankraft sowie die während der Bearbeitung auftretenden Schwingungen zu nennen.
Abbildung 1 zeigt exemplarisch den mittels FEM-Berechnung ermittelten Einfluss von Span-und Freiwinkel auf die Schnittkraft Fc, die Schnittnormalkraft FcN, die maximale Werkzeugtemperatur Tw und die über den Schnittweg eines Schnittes gemittelte maximale Mises-Vergleichsspannung sm im Werkzeug. Aus den Grafiken ist ersichtlich, dass eine Reduktion des Spanwinkels zu einer Erhöhung der Kräfte und Temperaturen führt, wohingegen die maximalen Mises-Vergleichsspannungen im Werkzeug sinken.
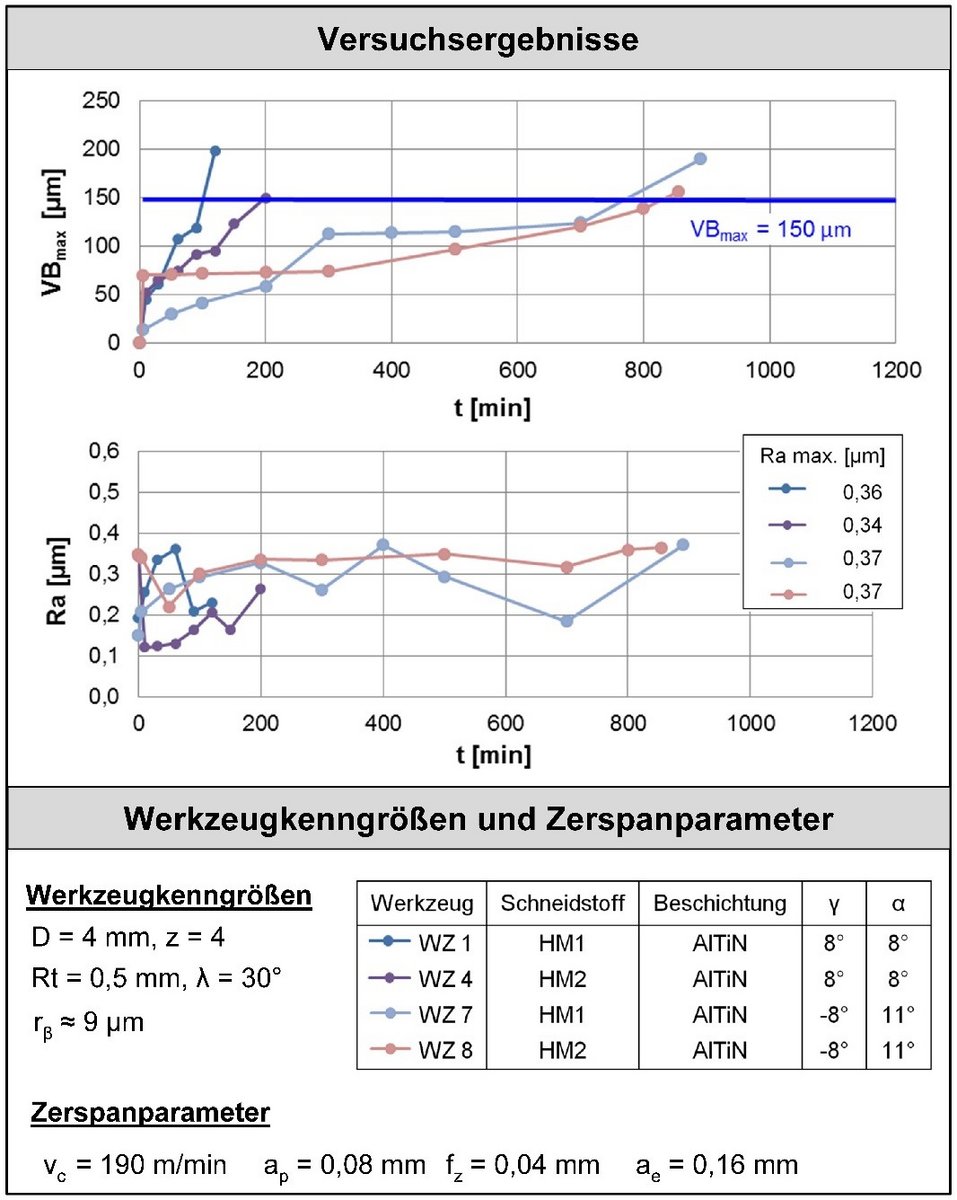
In Abbildung 2 sind Ergebnisse der experimentellen Validierung zusammengestellt. Hier zeigt sich erwartungsgemäß, dass sich die für einen negativen Spanwinkel vorausberechnete kleinere Mises-Spannung in stärkerem Maße auf die Standzeit eines Werkzeuges auswirkt als die vorhergesagten Kräfte und Temperaturen.
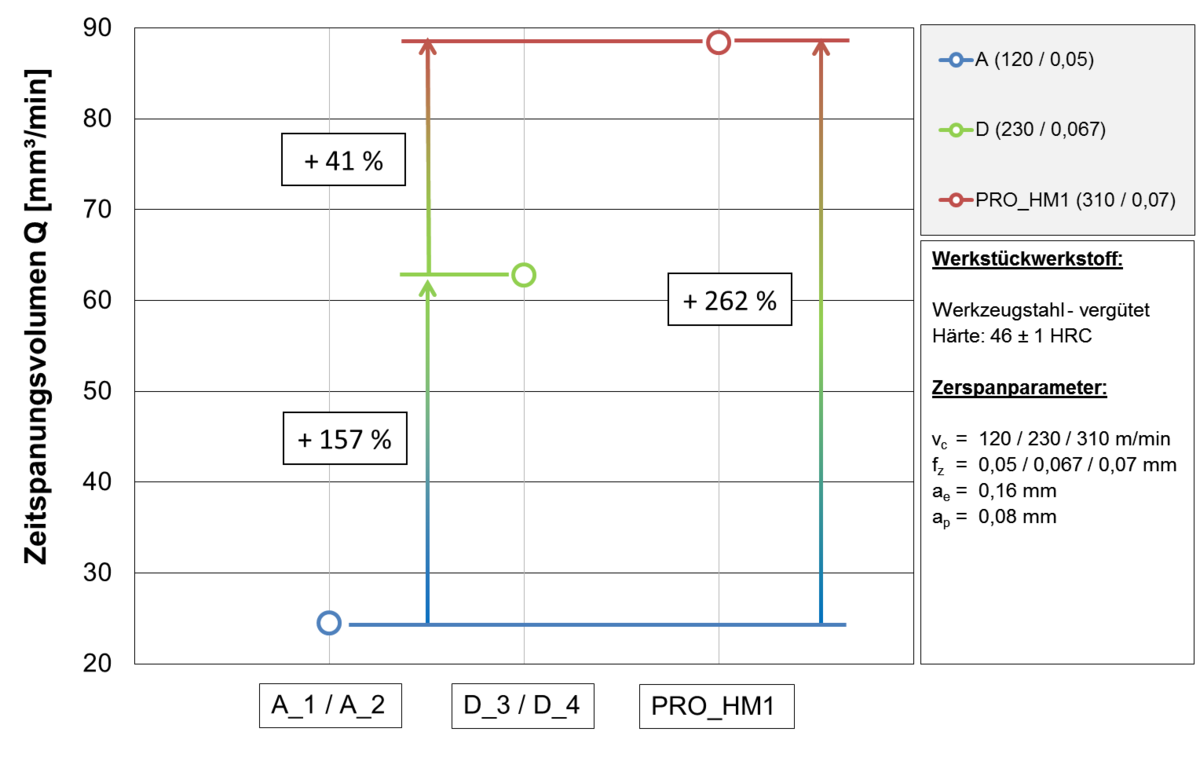
Bei der Bewertung der Leistungfähigkeit der entwickelten Werkzeuge ist eine ausschließliche Betrachtung der Standzeiten nicht zielführend, da mit unterschiedlichen Zerspanparametern gearbeitet wurde. Abbildung 3 zeigt die unter Anwendung von zwei marktüblichen Werkzeugen (A und D) und der bevorzugten eigenentwickelten Werkzeugvariante (PRO_HM1) erzielten Zeitspanungsvolumina. Hieraus geht hervor, dass die Werkzeugvariante PRO_HM1 gegenüber Typ A um 262 % und gegenüber Typ D um 41 % produktiver ist.